What Is an Explosion-Proof Camera?
You worry about sparks, hot surfaces, and unknown risks. You also need eyes on the process. You need proof that a camera will not ignite anything. I know that worry.
An explosion-proof camera is a surveillance device inside a flameproof enclosure that contains any internal ignition. It prevents an external explosion in hazardous areas by controlling temperature, sealing joints, and meeting ATEX/IECEx or UL/NEC standards.
I work on these systems every day. I design, test, and certify them. I will show you how they work, why they matter, and how to choose the right one. Stay with me. The next parts build the full picture you need.
How Explosion-Proof Cameras Work: Principles and Design?
A camera can spark. Gas can leak. Heat can rise. My job is to stop these from meeting. The design does the hard work quietly.
Explosion-proof cameras rely on flameproof or increased safety housings, controlled surface temperatures, certified cable entries, and pressure-tested enclosures. They contain ignition inside and prevent flame or hot surfaces from reaching the external atmosphere.

I always start with ignition control. The electronics can arc. So we place the camera and IR boards in a flameproof (Ex d) enclosure or a pressurized safe enclosure (Ex p). In Ex d, joint gaps are long and narrow. They cool any flame and stop it from passing out. In Ex p, clean air or inert gas flows to keep the inside safe. We also look at temperature. We size heat sinks and choose LED drivers to keep the external surface below the T-rating. T6 is the coolest. T1 is the hottest. I pay attention to cable glands and windows. We use certified glands and toughened glass or sapphire. The enclosure gets hydrostatic and impact tests. We test for IP ingress and vibration. We then add safety distance around O-rings and threads. The final step is certification review, drawings, and batch tests. Only then do we approve production.
Key design elements
- Heat management and T-rating
- Flame paths and joints
- Window strength and anti-static
- Certified cable entries
| Element | Purpose | Typical Method |
|---|---|---|
| Temperature control | Meet T-rating | Heat sink, low-power IR |
| Pressure integrity | Prevent leaks | Hydrostatic test |
| Optical integrity | Clear, safe view | Tempered glass, sapphire |
| Wiring safety | Maintain protection | Ex-certified glands |
Explosion-Proof vs. Intrinsically Safe: What’s the Difference?
People mix these terms. I hear it in meetings. The difference matters because the design approach and cost change a lot.
Explosion-proof (Ex d) contains ignition within a strong enclosure. Intrinsically Safe (Ex i) limits energy so ignition cannot occur at all. Cameras usually use Ex d or Ex p, not Ex i, due to power and optics needs.

I explain it this way in plants. Intrinsically Safe is like carrying a low-power flashlight that can never light a fire. Explosion-proof is like carrying a normal light inside a safe metal box that stops any fire from getting out. Cameras need power for sensors, heaters, and IR LEDs. That power level is above Intrinsically Safe limits in most cases. So we choose flameproof (Ex d), increased safety (Ex e for junctions), or pressurization (Ex p). Ex i still appears in control signals or accessories. For example, we sometimes run IS inputs for external alarms. When a client wants lightweight units or wearable video, we consider low-power modules with IS barriers. For fixed cameras near Zone 1 or Division 1 gas, we favor Ex d with robust glass and certified glands. For dusty areas, we use Ex t with sealed housings and careful lens design. These choices depend on hazard level, space, and service.
Quick contrast
- Ex d: contains ignition. Uses heavy enclosures.
- Ex i: removes ignition by limiting energy.
- Ex p: protects with clean pressurized air.
- Ex t: protects against dust with tight seals.
Certifications and Standards: ATEX, IECEx, UL/NEC?
Paper proves safety. Without the right marks, your site will not accept the camera. I help customers pick the correct scheme.
ATEX is required in the EU. IECEx is global and widely accepted. UL/NEC covers North America. The right certification matches your location, hazard, and equipment category or class.

When I design a model, I start with the target region. For Europe, we certify under ATEX Directive 2014/34/EU with an EU Type-Examination and a Quality Assurance Notification. The marking shows the equipment group, category, gas or dust, and temperature class. For global projects, IECEx provides a test report and certificate using IEC standards. Many Middle East and Asia sites accept IECEx. In North America, we follow UL/CSA and NFPA/NEC 500 or 505. Markings use Class, Division, and Temperature Code. The same hardware may need different labeling for each scheme. I match the Zone/Division, gas group, and T-code to the process risk and ambient. I also check for marine approvals when needed. Some clients need DNV, ABS, or Lloyd’s for offshore. We keep a controlled bill of materials to protect certificates. Even small changes can break compliance. So we manage revisions, and we run routine tests as required.
Common markings
- ATEX/IECEx: Ex d IIC T6 Gb, Ex t IIIC T85°C Db
- UL/NEC: Class I, Division 1, Groups A-D, T6
Hazardous Area Classifications: Zone/Division, Gas Groups, T-Ratings?
Every plant labels areas differently. I see Zone maps, Division maps, and mixed signs. The labels tell me what design to use.
Zones (0/1/2 for gas, 20/21/22 for dust) and Divisions (1/2) define frequency of hazard. Gas groups (IIA/IIB/IIC or Groups A-D) and T-ratings control enclosure strength and surface temperature.

I begin with frequency. Zone 0 or Division 1 means gas is present often. Zone 1 or Division 1 means likely during normal operations. Zone 2 or Division 2 means unlikely or short duration. Dust follows 20, 21, 22 in the same way. Gas groups define the ignition energy. IIC or Group A/B are the most severe (like hydrogen or acetylene). IIB is mid (like ethylene). IIA is lower (like propane). Dust groups look at conductivity and layer behavior. Temperature ratings cap external temperature. A T6 device must stay below 85°C. T4 often means below 135°C. I pick heaters, LEDs, and heat sinks to meet the T-code in the worst ambient. If a client has hot environments, we may choose T4 to allow more heat. If solvents or low auto-ignition gases are present, we go for T6. The classification drives the camera type, window thickness, gland type, and certification mark.
Quick table
| Aspect | Europe (ATEX/IECEx) | North America (NEC) |
|---|---|---|
| Frequency | Zone 0/1/2, 20/21/22 | Division 1/2 |
| Gas groups | IIA/IIB/IIC | A/B/C/D |
| Dust groups | IIIA/IIIB/IIIC | E/F/G |
| Temperature | T1–T6 | T1–T6 |
Types of Explosion-Proof Cameras: Fixed, PTZ, Dome?
Form follows function. I match the camera type to the scene, distance, and maintenance plan. The right type reduces risk and cost.
Fixed cameras cover stable views with high reliability. PTZ cameras track moving targets and zoom. Domes protect optics and reduce wind load. Each type can be certified for Zones or Divisions.
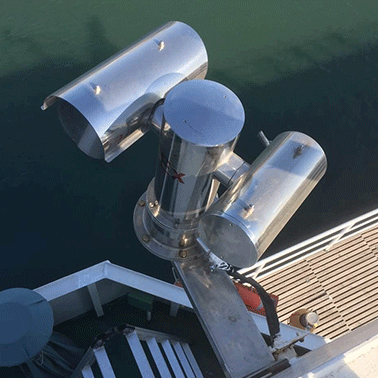
Fixed PTZ dome explosion-proof cameras

Most process lines use fixed cameras because the scene does not change. A fixed Ex d housing with a motorized lens gives repeatable images and fewer moving parts. For wide yards or marine decks, I choose PTZ. A stainless Ex d/PTZ assembly with geared seals supports preset tours and long-range IR. It needs careful sealing and slip-ring design. Domes help when wind is high or space is tight. A clear dome reduces drag and shields the optics from salt spray. It also hides direction, which helps for security. I assess lighting as well. IR illuminators add heat. I size power to keep T-ratings. For dust areas, I prefer Ex t housings with purged cavities for wipers. I also plan maintenance. PTZ units need more attention due to mechanics. Fixed units run longer between services. In cold zones, I add heaters with control. In hot zones, I add sunshields and passive cooling.
Selection hints
- Fixed for stable scenes
- PTZ for tracking and long range
- Dome for wind and stealth
- Add wipers or air knives for dust and salt
Enclosure Materials and Ratings: IP, NEMA, Corrosion Resistance?
The enclosure fights weather, salt, and chemicals. Material and sealing decide how long the camera lasts. I take this choice seriously.
316L stainless steel resists corrosion best offshore and in chemicals. IP66/67 or NEMA 4X protect against water and dust. For dust ignition protection, Ex t and correct surface finishes are key.
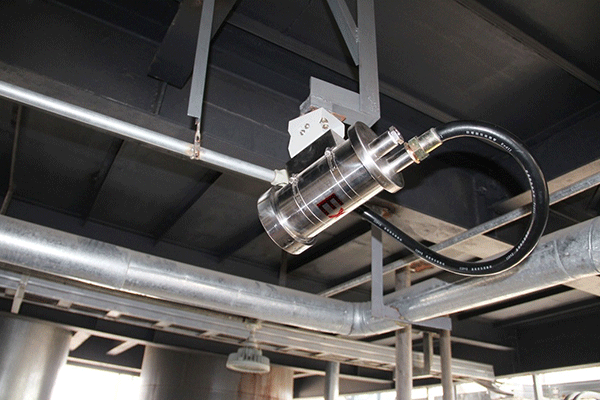
316L stainless explosion-proof enclosure

I usually start with 316L stainless steel for offshore, refineries, and chemical sites. It resists pitting and chloride attack. For inland or low corrosion areas, anodized aluminum can work and reduce weight. I specify IP66/67 for jets and temporary submersion. In North America, NEMA 4X matches most wet needs. For dusty mills or grain plants, I select Ex t with smooth surfaces to prevent dust buildup. The window uses tempered glass or borosilicate. In harsh acids, we can apply a protective coating. Thread quality matters for flame paths. We machine threads tight and protect them during service. I also look at galvanic pairs. Mixed metals can corrode, so I isolate fasteners. For cleaning, I consider wipers, air knives, and hydrophobic coatings. The seals must handle UV and heat. We qualify gaskets and O-rings in ovens and salt fog. These details make the camera stable over years.
Quick reference
| Material | Strength | Corrosion | Typical Use |
|---|---|---|---|
| 316L SS | High | Excellent | Offshore, chemical |
| Aluminum | Medium | Good (coated) | Onshore, weight sensitive |
| Coated Steel | High | Fair | Budget, indoor |
| Window Glass | High | Good | General |
| Sapphire | Very high | Excellent | Abrasive, high risk |
Installation Best Practices in Hazardous Locations?
A good design fails if installation is weak. I have seen great cameras fail from one wrong gland or a loose cover.
Use certified glands, correct thread engagement, and torque. Keep flame paths clean and lubricated as specified. Maintain seals. Verify earth bonding. Follow the certificate and local code.
I always ask installers to read the certificate schedule first. It lists the approved glands, threads, and temperatures. We match NPT or metric threads correctly. We use thread sealant only where allowed. We keep flame paths clean. We never scratch them. We apply grease if the manual allows it. We tighten covers to the marked torque. We route cables to prevent strain on glands. We ground the housing with the provided lug and check continuity. For pressurized systems, we set purge flows and interlocks before power. For dust areas, we check gasket condition and dust layer clearance. I schedule a leakage test if the site requires it. After power-up, I verify focus and zoom without opening the enclosure in the zone. I plan maintenance intervals for wipers and windows. A simple checklist lowers risk. Small mistakes can void the certificate, so I train teams on the steps.
Power and Connectivity Options: PoE, Fiber, Wireless?
Power and data define stability. The wrong choice creates drops, heat, and compliance issues. I match the option to distance and risk.
PoE simplifies wiring for short to mid runs. Fiber extends distance and resists EMI. Wireless reduces cabling in tough routes but needs hazardous-rated radios or barriers.
I prefer PoE for most plant runs under 100 meters. It is simple and reduces entry points. For longer runs or EMI-heavy sites, I choose fiber with media converters in a safe or increased safety box. Fiber gives lightning and surge immunity. Where cabling is hard, I evaluate wireless bridges with certified enclosures and antennas. Radios must be installed with Ex d/Ex e parts or outside the zone with barriers. Power budgets matter. IR LEDs and heaters can push PoE to the limit. I plan for 802.3at or bt when needed. I also check T-ratings when adding internal PoE splitters. For marine decks, I add surge protectors and isolators. For cold zones, I use thermostats for heaters. For hot zones, I limit power and avoid always-on IR. Each choice balances heat, distance, and maintenance. I document current draw and thermal load for certification files.
Options overview
| Option | Distance | Pros | Cons |
|---|---|---|---|
| PoE | ~100 m | Simple, single cable | Heat budget, length limit |
| Fiber | Km+ | EMI immune, long runs | Extra boxes, cost |
| Wireless | Variable | No trench, flexible | Certification, link planning |
Cost, ROl, and Total Cost of Ownership?
The upfront price seems high. I hear this a lot. I push clients to look at years, not months, and to count downtime.
TCO includes camera, installation, maintenance, downtime risk, and compliance. Robust materials, correct certification, and fewer moving parts cut failures and lower long-term cost.
I break cost into hardware, install, inspections, and failures. A cheaper, uncertified unit can force rework, fines, or shutdowns. A rugged 316L housing with proper glands may cost more, but it lasts longer and avoids corrosion repairs. PTZ offers flexibility but adds maintenance. Fixed units reduce moving failures. I calculate ROI by avoided site visits, reduced manual rounds, and faster response to leaks. I also count the insurance and compliance angle. A certified camera can allow inspections without entry, which lowers risk. For spares, I standardize models across sites to cut inventory. I choose optics that cover more area to reduce unit count. I estimate power savings by using efficient IR and low-heat designs. Over five years, the better build often wins. I share real numbers with clients: fewer unscheduled stoppages, less salt damage, and better footage when events occur.
TCO levers
- Material choice and corrosion life
- Motion parts versus fixed
- Power and heat budget
- Standardization and spares
- Compliance and insurance impact
Applications and Industries: Oil & Gas, Chemical, Mining, Marine?
I design for places with gas, dust, salt, or shock. Each site teaches me something new about failure modes and protection.
Oil and gas need gas-group and T-rated housings. Chemical plants face corrosion. Mining and grain need dust protection. Marine demands 316L, anti-vibration, and salt-resistant optics.

On offshore platforms, I standardize on 316L with sunshields and heaters. I add conformal coating to boards. I use wipers and hydrophobic glass to keep images clear in spray. In refineries, I position cameras to see flare stacks, loading arms, and pump seals. I pick T-ratings that match the fuels. In chemical plants, I consult the corrosion chart and avoid mismatched metals. For grain and sugar, I focus on dust-tight designs and anti-static paths. I also limit hot surfaces and bright IR inside enclosed conveyors. In mining, vibration and dust rule. I secure fasteners, mount with damping, and seal for Ex t. For marine vessels, I follow class rules and test for shocks. I also plan for washdowns. I choose connectors and glands that survive frequent cleaning. Each use case changes the design slightly, but the goal is the same: safe, clear vision that lasts.
Typical placements
- Pumps, compressors, and seals
- Loading bays and manifolds
- Mixers, mills, and conveyors
- Decks, cranes, and gangways
Explosion-Proof Camera vs. Standard Industrial Camera?
A standard camera looks cheaper and lighter. It works fine in safe zones. In hazardous zones, it can be a real risk.
Standard industrial cameras lack flame containment, certified joints, and T-rated surfaces. Explosion-proof cameras add those protections and carry ATEX/IECEx or UL/NEC labels.
I compare on three axes: safety, durability, and compliance. Safety comes from flameproof joints, certified glands, and controlled temperatures. Standard housings do not have these. Durability comes from materials and seals. Offshore, salt destroys light alloys fast. 316L and proper coatings extend life. Compliance is critical. Inspectors need to see marks and documents. A standard unit inside an uncertified box usually fails audits. I also look at optics. Explosion-proof windows must avoid fog and scratching. We select coatings and wipers. Thermal management changes performance. Standard cameras can run hotter and still be fine. We must keep surfaces below the T-code. That calls for heat sinks and power control. The net result is a device that is safer and more stable in harsh places. It may weigh more, but it earns back cost over time.
Quick comparison
| Feature | Standard | Explosion-Proof |
|---|---|---|
| Safety | No containment | Flameproof/pressurized |
| Certification | None | ATEX/IECEx/UL |
| Material | Varies | 316L/Aluminum Ex-rated |
| Temperature | Uncontrolled | T-rated |
| Glands | Generic | Ex-certified |
Future Trends and Innovations?
I see changes coming fast. Sensors get better, and power drops. This opens new paths for safer, smarter systems.
Expect lower-power sensors, smarter analytics at the edge, better coatings, and improved thermal design. Certification paths are adapting to modular designs and cyber-hardened devices.
I am lowering power budgets every year. New sensors need less IR. That helps meet tight T-ratings. We also move analytics to the edge. This means leak detection, flame analytics, and alarms inside the camera. I work with certifiers on modular approvals. We can swap optics or boards without full recertification in some cases. Materials improve as well. Coatings reduce salt attack and fouling on windows. Hydrophobic layers last longer. For networks, I plan secure boot and signed firmware. Plants ask for cyber-hardening. This now appears in certification checklists. I test new heat spreaders to avoid hot spots. For dust, we refine surface finish for easier cleaning. I think smaller housings will arrive as sensors need less cooling. Battery-backed wireless for temporary monitoring may grow with Ex p mini-systems. The goal stays the same: safer vision, lower heat, and better uptime.
Watch list
- Edge AI with low power
- Long-life window coatings
- Modular certification
- Cybersecurity requirements
Frequently Asked Questions (FAQ)?
I answer these questions a lot during site walks and design reviews. Clear answers help projects move faster.
Common questions cover “Do I need ATEX or IECEx?”, “Can I use PoE?”, “What is the T-rating?”, “What is the maintenance plan?”, and “How is a camera different from a standard one?”
Do I need ATEX or IECEx? If you are in the EU, you need ATEX. Many global sites accept IECEx. North America uses UL/NEC. Can I use PoE? Yes, if the power budget and heat allow it; choose 802.3at or bt when needed. What is the T-rating? It is the allowed maximum surface temperature. It must stay below the auto-ignition temperature of the surrounding gas or dust. What is the maintenance plan? Clean windows, check glands, inspect gaskets, and verify grounding. For PTZ, inspect moving parts and wipers. How is it different from a standard camera? It has a certified enclosure, controlled temperature, and tested entries. It carries marks and a file. Can I open it in the zone? Only if the protection concept allows it and the area is safe. We plan remote focus and setup to avoid openings. How long does it last? With 316L and good care, many units run for years with minimal service.
Quick answers table
| Question | Short Answer |
|---|---|
| ATEX or IECEx? | EU: ATEX; many accept IECEx |
| PoE? | Yes, check power and heat |
| T-rating? | Max surface temp limit |
| Maintenance? | Window, glands, seals, ground |
| Difference? | Certified enclosure and T-control |
Conclusion
Explosion-proof cameras contain ignition, control heat, and carry the right certifications. The right design, materials, and installation give safe, clear vision and better uptime for years.